- Как выбрать?
- Сварка тонкой нержавейки
- Лучшие электроды с основным покрытием
- Kobelco LB-52U
- ОЗЛ-8 (ЛЭЗ)
- УОНИ 13/55
- Сварочный процесс
- Критерии и советы по выбору
- Начинаем варить
- Материал электродов
- Графитированные
- Плавящиеся
- Самые распространенные марки электродов и сфера их применения
- МП-3
- ОЗС-12
- ОЗЧ-2
- УОНИ 13/55
- ОЗЛ-8
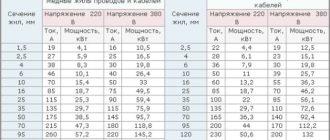
- Выбор электродов по толщине материалов
- Таблица 2: Рекомендации по определению силы тока в зависимости от диаметра электрода
- Выбор маски для сварки
- Лучшие сварочные электроды с рутиловым покрытием
- Quattro Elementi 772-166
- ESAB OK 46.30
- Lincoln Electric Omnia 46
- «Ресанта» МР-3С
- ELITECH МР-3С
- Как научиться варить
Как выбрать?
Какие лучше выбрать электроды при необходимости выполнить сварное соединение при помощи аппарата инверторного типа, зависит от многих факторов.
В первую очередь, необходимо обратить внимание на то, из какого именно металла сделаны конструкции, которые подлежат сварке. Для металлических поверхностей из нержавеющей и высоколегированной стали походит один тип электродов, в свою очередь, для работы по углеродистой стали и чугуну совершенно другой
Для металлических поверхностей из нержавеющей и высоколегированной стали походит один тип электродов, в свою очередь, для работы по углеродистой стали и чугуну совершенно другой.
Видео:
Абсолютно все сварочные стержни для инверторных аппаратов должны иметь соответствующие сертификаты, которые гарантируют их высокое качество и полную безопасность.
Следует отметить, что любой инверторный аппарат может работать с различными типами сварочных стержней, при этом качество выполняемого шва во многом будет зависеть от характеристик самой металлической поверхности.
Не стоит останавливать свой выбор на тех сварочных стержнях, которые предназначены для других типов сварки, так как в этом случае сильно снизятся показатели безопасности.
Покупать стержни лучше всего в специализированных строительных магазинах, которые смогут предъявить при необходимости все соответствующие документы, которые подтвердят их высокое качество и соблюдение сроков хранения.
Если разобраться с маркировкой на отечественную продукцию достаточно просто, то при просмотре иностранной маркировки могут возникнуть определенные сложности.
В этом случае следует заметить, что в большинстве случаев иностранная маркировка начинается с символов ОК, после которых следуют числовые обозначения.
По данным цифровым обозначениям и можно определить некоторую схожесть с отечественной продукцией данной категории.
В любом случае продавец должен хорошо разбираться во всех видах электродов и при необходимости подробно разъяснить характеристики каждого из них, а также указать, какие электроды и для какого конкретно металла предназначены.
Не следует приобретать ту продукцию, которая вызывает сомнения и хранилась в ненадлежащих условиях.
Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков
При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Не рекомендуется резко охлаждать изделие.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
- не нагревать заготовки и место соединения выше температуры в 150°С;
- сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
- без колебательных движений электрической дуги;
- под заготовки подкладывать пластины, которые будут “забирать” часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.










При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А.

Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 – распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
Лучшие электроды с основным покрытием
Kobelco LB-52U
350 (за кг) Эти электроды производятся в Японии дочерним предприятием одного из крупнейших металлургических концернов этой страны – Kobe Steel, Ltd. Их назначение – ответственная сварка узлов из низкоуглеродистых сталей, где конструктивно отсутствует возможность двухсторонней проварки, например, при сварке трубопроводов. Отсюда и высокие требования к пластичности шва и минимальному количеству остаточных шлаков, не выводимых из объема сварочной ванны. Можно сказать, что японцам это удалось: электроды LB-52U действительно способны создать ровный шов без раковин и неравномерного провара, отлично разгораются и держат дугу. Прочность шва – до 588 Н/мм2. Естественно, примененное основное покрытие обусловило и ряд специфичных особенностей использования электродов – перед применением обязательна прокалка при температуре до 300 градусов для удаления влаги, в противном случае и горение электрода, и качество шва ощутимо ухудшаются. Также будет ощутима и разница швов, сваренных на постоянном и переменном токе. Основные плюсы:
Минусы: Высокая чувствительность к отсыреванию. |
9.5 Рейтинг Отзывы Одни из лучших электродов для использования на стационарном посту, но при работе на выезде они не так удобны, особенно при ремонте трубопроводов – слишком быстро набирают влагу. |

ОЗЛ-8 (ЛЭЗ)
500 (за кг) Электроды предназначены для сварки сталей с высоким содержанием хрома и никеля, в первую очередь – нержавеющих. Допускается использование только на постоянном токе обратной полярности, короткой дугой. При соблюдении этих условий сварщик может положить прочный шов с минимальной склонностью к коррозии и подкалке, что дает возможность применения электродов ОЗЛ-8 при сварке высоконагруженных узлов, в том числе и работающих в условиях знакопеременных нагрузок. После сварки образуется небольшое количество шлака, который легко отделяется. Шов не растрескивается при остывании, однако следует избегать его резкого охлаждения для исключения вероятности кристаллизации, значительно снижающей прочность. Перед применением обязательна прокалка обмазки при высокой температуре (до 300 градусов). Основные плюсы:
Минусы: Значительное ухудшение характеристик при увлажнении. |
9.1 Рейтинг Отзывы Хотя это и не самые дорогие электроды по нержавейке, но работать ими вполне можно – шов ровный и прочный, не покрывающийся коррозией. |

УОНИ 13/55
100 (за кг) Одни из самых часто используемых при сварке ответственных деталей из углеродистой сталей электроды с основным покрытием. Их отличает не только высокая прочность шва, но и его стойкость к знакопеременным нагрузкам – постоянное циклическое воздействие сжатия и растяжения не приводит к быстрому образованию усталостных трещин. Основная заслуга в этом – материала обмазки: его напоминающий смолу расплав эффективно выводит из зоны сварки все шлаки, исключая появление в остывшем шве шлаковых язв – основных концентраторов напряжения. После остывания шлак приобретает характерный вид застывшего стекла, легко скалывается со шва. Увы, именно эта обмазка одновременно является и минусом электродов УОНИ: их трудно разжечь (начинающему сварщику это зачастую удается только после длительных попыток), повторный розжиг даже после небольшого перерыва уже требует зачистки конца электрода: расплав обмазки моментально «схватывается» на кончике, изолируя металл. Однако, набравшись опыта, сварщик начинает понимать все достоинства электродов данного типа, получая прочные и одновременно эстетичные швы. Основные плюсы:
Минусы:
|
8.9 Рейтинг Отзывы Это не электроды для любителя, а инструмент для профессионала, способного управиться с «характером» УОНИ. Но они того стоят. |

Сварочный процесс
Работа сварщика зависит не только от правильно выбранной марки электродов. Придется правильно подбирать их диаметр, точно выставить параметры сварки на самом инверторе. В основном это касается силы тока. К тому же будет немаловажным знать, к какому выходу (плюсу или минусу) подключить выбранный вами расходник.
Диаметр сварочного стержня должен быть равен толщине заготовки, которые нужно приварить. К примеру, толщина свариваемых деталей равна 3 мм. Значит, их лучше варить электродом диаметром 3 мм. Если варится толстый металл, к примеру, 10 мм, то можно использовать любой из диаметров, потому что сварка в данном случае будет проводиться послойно. Но даже здесь лучше использовать толстый расходник.
Что касается полярности, то она зависит от того, к какому выходу подключается электрод: к минусу или к плюсу. Если к минусу, а плюс соответственно подсоединяется к свариваемой заготовке, то это прямая полярность. Если наоборот, то это обратная.
В чем отличия двух видов подключения. Всем известно, что поток электронов (он же и является электрическим током) движется от минуса к плюсу. И тот элемент сварочного процесса, который подключен к плюсу, нагревается сильнее. То есть, если менять расположение электрода относительно положения подключения, можно менять интенсивность его нагрева.










Внимание! Электродом диаметром 3 мм варить металл толщиною 2 мм лучше на обратной полярности. А тем же расходником варить металл толщиною 6 мм лучше на прямой полярности.. Теперь, что касается силы тока при сварке инвертором
Обычно он указывается на упаковке. Но можно использовать простое соотношение: на один миллиметр диаметра стержня 20-30 ампер тока. Скажем прямо, диапазон достаточно широкий. Но необходимо будет учитывать режим укладки сварного шва. То есть, он будет укладываться непрерывно без отрыва, или с отрывом. В первом случае при расчете берется показатель 20 ампер, при втором 30. Хотя все это лишь рекомендации, потому что нужно учитывать достаточно широкий список критериев сварочного режима.
Теперь, что касается силы тока при сварке инвертором. Обычно он указывается на упаковке. Но можно использовать простое соотношение: на один миллиметр диаметра стержня 20-30 ампер тока. Скажем прямо, диапазон достаточно широкий. Но необходимо будет учитывать режим укладки сварного шва. То есть, он будет укладываться непрерывно без отрыва, или с отрывом. В первом случае при расчете берется показатель 20 ампер, при втором 30. Хотя все это лишь рекомендации, потому что нужно учитывать достаточно широкий список критериев сварочного режима.
- Текучесть основного металла, его марка.
- Скорость движения руки сварщика.
- Положение электрода во время сваривания. К примеру, в потолочном положении ток уменьшают.
Оптимальный режим придет со временем с опытом
Поэтому сварщик должен обращать внимание на сварочную ванну. Именно она показатель качества выбранного режима
Правильный шов должен быть равномерным. Если в ванной образовалось много металла, значит, или дуга слишком короткая, или скорость сварки была недостаточной. Если в ванной получилось седло, то слишком быстро варился шов, или дуга отказалась длиной. Смещение металла в ванной в одну из сторон говорит о том, что не было выдержано ровное строго по оси движение электрода. К тому же при этом сила тока была большой.
Выбрать хороший вариант, который соответствует режиму и металлу, не всегда просто. Новичку это не под силу, поэтому производители на упаковке дают рекомендации. Более или менее они совпадают с фактическими. Но, как было сказано выше, все придет с опытом. Предлагаем ознакомиться с видео – какие электроды лучше выбрать для сварки инвертором.
Критерии и советы по выбору

Главные критерии выбора, на которые смотрят буквально сразу — марка и диаметр (в миллиметрах). Некоторые опытные специалисты по сварке утверждают, что при пользовании инверторами можно применять любые электроды. Подобное мнение основано на личном опыте мастеров. Особенность применения инвертора в том, что требования к герметичности сварочного шва минимальные, поэтому можно использовать расходники с диаметром от 0,5 до 2,0 мм.
Выбор по диаметру и марке зависит и от толщины соединяемых металлических заготовок. Толстые детали нуждаются в продолжительной проварке, поэтому и электроды нужны потолще. Работа с тонкими версиями требует определенного навыка, потому что они сгорают достаточно быстро. В основном такие изделия применяют для прихваток.
Влияет на выбор и вид выполняемых работ. Например, для трассовых работ высокой сложности пользуются изделиями большого диаметра. Чтобы смонтировать конструкцию из профилей, достаточно 2-миллиметровых изделий. Их же используют для изготовления ограждений из профнастила и профильных труб.
Зная область применения различных типов продукции, можно посоветовать такой алгоритм выбора:
- учитываем тип соединяемых материалов и степень ответственности конструкции;
- для изделий из углеродистой стали, покрытых ржавчиной, лучше всего подходят версии с рутиловым покрытием;
- особо ответственные конструкции монтируют с использованием электрода с основным покрытием. Окончательный результат при этом зависит от подготовки соединяемых поверхностей;
- толщина соединяемых металлических деталей оказывает влияние на выбор как параметров расходных материалов, так и силы тока при сварке.
Начинаем варить
Материал электродов
В зависимости от материала изготовления разделяют расходники двух разновидностей.
Графитированные
Неплавящиеся неметаллические изделия. Особенность технологии изготовления в том, что сырье подвергают изотермической выдержке при температуре, превышающей 2 тыс. градусов. Прессовка графита производится под давлением 200 атм. Еще одна категория неплавящихся изделий — вольфрамовые, которые применяют для особенно качественного соединения элементов.
Плавящиеся
Основу их составляет металлический стержень. На него наносят смесь, образующую в процессе эксплуатации изделия защитный шлаковый слой. Покрытие состоит из оксидов. В качестве связующего элемента используют жидкое стекло.
Самые распространенные марки электродов и сфера их применения
Составить объективный рейтинг электродов для сварки инвертором невозможно, поскольку все они разрабатываются для различных металлов и условий применения
При этом принимается во внимание рекомендуемое рабочее положение стержня, характер покрытия, какой полярности постоянка или переменка нужна при выставлении настроек сварочного аппарата. Сильно влияют на выбор и индивидуальные предпочтения сварщика, складывающиеся в процессе многолетней работы
Мы представим наиболее распространенные в среде сварщиков марки, пользующиеся заслуженной популярностью не один год.
МП-3
Рутиловые электроды этой марки являются одними из самых распространенных и востребованных. Они разработаны для сварки углеродистых и низколегированных сталей с предельным усилием разрыва до 490 МПа. С их помощью можно варить инвертором детали размером до 2 см. Для этого используется источник переменного или постоянного тока обратной полярности с напряжением холостого хода не менее 50В.

- легкость розжига и исключительная устойчивость дуги;
- незначительное разбрызгивание стали;
- легкость создания сплошного и ровного шва, доступная даже новичку;
- простое отделение шлаковой корки;
- высокая производительность работы;
- минимальные требования к качеству подготовки кромок;
- возможность сварки при любом положении электрода.
- большое количество производителей изделий данной марки, среди которых встречаются и недобросовестные;
- строгий подход к условиям хранения, объясняемый резким ухудшением эксплуатационных параметров шва при намокании обмазки стержней.
ОЗС-12
Еще один представитель семейства рутиловых электродов, который хорошо подходит для сварки сталей с низким содержанием углерода. Отменная прочность шва с отсутствием посторонних включений и склонности к растрескиванию в широком диапазоне термических условий и внешних нагрузок востребована при изготовлении сложных конструкций на потенциально опасных объектах. Варить ими можно постоянным и переменным током, при этом потребляется минимально возможная мощность.

- превосходное качество шва;
- любое направление стержня в процессе сварки;
- моментальный розжиг и устойчивая дуга;
- возможность сварки минимальными токами;
- легкость очистки шва от шлаков;
- низкая стоимость.
- повышенная восприимчивость к влаге, что требует обязательной прокалки электродов перед работой при 150оС в течение часа;
- необходимость тщательной зачистки области сварного соединения перед началом работы.
ОЗЧ-2
Электроды с кислой обмазкой, рассчитанные на сварку заготовок из серого и ковкого чугуна и устранения дефектов литья. На сварочном аппарате устанавливается постоянный ток обратной полярности. Шов выполняется в нижней горизонтальной плоскости или в вертикальном направлении при движении снизу вверх короткими валиками с периодической проковкой и охлаждением.

- сложная технология производства работ;
- приходится выдерживать расходную партию в муфельной печи течение часа при температуре 190-210оС.
УОНИ 13/55
Лучшие электроды для сварки инвертором самых сложных и качественных изделий из углеродистой и низколегированной стали имеют основной тип покрытия.
Неразъемное соединение превосходно выдерживает значительные нагрузки и может использоваться в широком интервале температур.

- однородность шва, обеспечивающая применение изделий этой марки при изготовлении ответственных трубопроводов и нагружаемых строительных конструкций;
- простое удаление шлака;
- высокая производительность работы;
- экономичный расход электродов;
- широкий диапазон возможных пространственных положений стержня;
- приемлемая стоимость.
- сложность повторного розжига;
- необходимость привыкания к достаточно сложному режиму поддержания дуги.
ОЗЛ-8
Эти электроды с обмазкой основного типа применяются для работы по нержавейке. При этом материал шва превосходно переносит влияние химически активных сред и не боится высоких механических нагрузок. Сварку ведут в произвольном положении постоянным током обратной полярности.











Совет! Для исключения растрескивания материала его охлаждение должно производиться в плавном режиме.
Такие электроды используются при изготовлении, монтаже и ремонте аппаратов и трубопроводов в пищевой, химической и нефтехимической промышленности. Полученные с их помощью швы выдерживают экстремальные температуры и повышенное давление.
- высокое качество шва;
- широкий диапазон применения;
- устойчивая дуга;
- простой режим сварки в любых положениях;
- минимальное количество шлака и легкость его удаления;
- доступная цена для изделий своего класса.
- необходимость предварительной прокалки электродов при 300оС;
- повышенный расход материала.
Выбор электродов по толщине материалов
Технологические назначения по диаметру электродов зависят от толщины деталей, которые требуется соединить сваркой. Теоретически прогрев места, где происходит соединение, зависит от силы тока и диаметра стрежня. Для небольших размеров детали не требуется применение рабочих крупных элементов. При выполнении работ с массивными деталями теплота, образующаяся в результате горения дуги, распределяется по всей массе. Чем толще область, тем больший тепловой поток может переместиться на периферию.
Для маломерных изделий работа с перегревом вызывает прожигание металла. Избытки теплоты не могут распределиться в разные стороны. Возникает брак. Прожженные детали теряют прочность и товарный вид.
| Толщина материала, мм | 0,6…1,2 | 1,2…2,2 | 2,3…3,3 | 3,4…5,0 | 6,0…12,0 | Более 13,0 |
| Рекомендуемая толщина (диаметр) электрода, мм | 0,6;
0,8; 1,2 |
1,2;
1,5; 1,8; 2,0 |
2,0;
2,5; 3,0 |
3,0…4,0 | 4,0…5,0 | 5,0…6,0 |
Чтобы происходило образование дуги, необходимо подавать определенное количество тока. Только тогда происходит местный разогрев, а затем и перенос металла в зоне разогрева и плавления деталей и электрода.
С увеличением диаметра стержня требуется большая плотность потока энергии, направляемой на дугу. Поэтому сварщики подбирают силу тока, ориентируясь на размеры электродов.
Таблица 2: Рекомендации по определению силы тока в зависимости от диаметра электрода
| Диаметр используемого электрода, мм | 0,6 | 0,8 | 1,2 | 1,5 | 1,8 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 |
| Сила тока, А | 8…16 | 12…20 | 18…36 | 20…40 | 24…45 | 38…65 | 58…85 | 65…120 | 95…165 | 140…205 | 195…320 |
Следует заметить, что все указанные рекомендации соответствуют для обычных трансформаторов. Когда же речь заходит об инверторах, то тут можно увидеть иные показатели.
| Толщина материала, мм | 0,6…1,2 | 1,2…2,2 | 2,3…3,3 | 3,4…5,0 | 6,0…12,0 | Более 13,0 |
| Рекомендуемая толщина (диаметр) электрода, мм | 0,6;
0,8; 1,2; 1,5; 1,8 |
1,2;
1,5; 1,8; 2,0; 2,5; 3,0 |
2,0;
2,5; 3,0; 4,0; 5,0 |
3,0;
4,0; 5,0 |
3,0;
4,0; 5,0; 6,0 |
5,0;
6,0 |
Внимание! Можно выполнять сварку более толстым электродом. Стабильная дуга зажигается в течение 0,1…0,2 с
За это время происходит прогрев свариваемых деталей, определенное количество металла переходит с электрода на детали, которые следует соединить между собой.
Опытные сварщики удерживают дугу в режиме разогрева и затухания. Поэтому тонкие детали могут варить электродами, диаметр которых превосходит традиционные рекомендации.










Сила тока подбирается в тех же значениях, что и раньше. Понижать их не следует, электрод будет «прилипать» к металлу. Специалисты обычно выставляют ток по верхнему пределу. Они умеют управлять дугой. Находясь рядом с ними, можно услышать, как идет сварка. Звук напоминает трель, издаваемую дятлом. Так и тут, прерывистый режим помогает избежать прожига тонких заготовок.
Новичку следует тренироваться удерживать электрод на расстоянии 8…12 мм от места сварки. Задача усложняется еще и тем, что длина стержня по мере работы уменьшается.
Выбор маски для сварки
Рассуждая о современном процессе, нельзя не коснуться защитной маски. Еще недавно большинство пользовались масками, в которых устанавливалось затемненное стекло. Руки сварщика оказывались в нужном месте до зажигания дуги. Только определенный опыт помогал точно ориентировать положение сварного стержня и деталей.
Появление масок «хамелеонов» полностью изменило подход к процессу. Теперь до момента воспламенения дуги можно наблюдать, где стык, которые требуется заварить. Нетрудно точно поместить кончик электрода в нужное место, чиркнуть по поверхности и зажечь искру. В момент увеличения интенсивности свечения, стекло автоматически затемняется. Глаза сварщика защищены от ожога.
На современных масках можно отрегулировать длительность «слепого» состояния, промежуток времени, когда стекло остается темным, а процесс сварки завершен. Специальными регуляторами добиваются оптимального режима.
В масках «Хамелеонах» используется аккумулятор. Он заряжается от солнечного света. Дополнительный заряд происходит во время выполнения сварочных работ. Желательно перед началом использования маски дать ей возможность полежать под солнце не менее 10…15 минут. Тогда аккумулятор подзарядится, работа будет безопаснее.
Лучшие сварочные электроды с рутиловым покрытием
Большой популярностью в последние годы стали пользоваться рутиловые электроды. Их любят сварщики за быстрый розжиг, стойкость к влаге, возможность работы на постоянном и переменном токе. Вот несколько качественных моделей.
Quattro Elementi 772-166
4.9
В сфере металлообработки устойчивым спросом пользуются рутиловые электроды Quattro Elementi 772-166. Они предназначены для выполнения сварочных работ с низкоуглеродистыми и низколегированными марками сталей. Отменное качество шва достигнуто за счет уникального химического состава, даже кромки с грязью и коррозией соединяются без пор и раковин. Эксперты выделяют выдающиеся механические характеристики электродной продукции. Предел текучести достигает отметки 290 МПа, показатель ударной вязкости составляет 110 Дж/кв. см. Мощная и стабильная дуга упрощает работу сварщика.
К недостаткам итальянских электродов пользователи относят высокую себестоимость. Чтобы наплавить 1 кг металла, уходит до 1,7 кг рутилового материала.
- качественный шов;
- высокие технические параметры;
- не требуется зачистка кромки от ржавчины;
- мощная стабильная дуга.
высокий расход.
ESAB OK 46.30
4.8
Для сварки ответственных деталей, труб и стали толщиной до 3 см профессиональные сварщики используют шведские электроды ESAB OK 46.30. На первый взгляд высокая цена должна стать препятствием для покупки, но удобство в работе и отменное качество шва добавляет популярности материалу. Наплавлять металл можно в разных плоскостях, даже двигаясь вертикально сверху вниз. При правильном выставлении режимов тока шов получается гладким, без выпуклостей и дефектов.
При расчете себестоимости важно опираться не только на цену рутиловых электродов, но и на расход. Шведские изделия демонстрируют экономичность в этом плане, при наплавке 1 кг металла расходуется до 1,3 кг материала
Поэтому и пользователи в отзывах в основном хвалят электроды, единственным минусом считают быстрое отсыревание.
- наплавка в разных плоскостях;
- идеально ровный и гладкий шов;
- экономичный расход.
быстро впитывают влагу.
Lincoln Electric Omnia 46
4.7
Богатый опыт в разработке сварочных электродов имеет американская компания Lincoln Electric. Поэтому продукция этого производителя занимает лидирующие позиции в рейтингах. Модель Omnia 46 имеет рутилово-целлюлозную обмазку, благодаря которой появляется целый ряд преимуществ. Электроды легко разгораются даже на аппаратах, в которых нет опции облегчения розжига. Это позволяет начинающим сварщикам контролировать горение дуги. Во время работы не образуется большого количества искр, что благоприятно отражается и на удобстве, и на безопасности. Радует сварщиков и неприхотливость электродов, при соединении ржавых или грязных заготовок шлак легко отделяется.
Эксперты отмечают высокую прочность образованного шва и доступность материала. Только прокаливать электроды необходимо перед работой из-за отсыревания.
- прочный шов;
- легкий розжиг дуги;
- небольшое искрообразование.
склонность к отсыреванию.
«Ресанта» МР-3С
4.6
Доступной ценой покоряет российских потребителей латвийская компания «Ресанта». Электроды с рутиловым покрытием МР-3С пользуются популярностью у отечественных сварщиков не только из-за низкой цены. Расходный материал демонстрирует высокие эксплуатационные свойства, не уступающие лидерам рейтинга. Например, сопротивление шва разрыву достигает 450 МПа при соблюдении технологии сварки. Достоинством материала будет отсутствие пор и легкое отделение шлака. Однако есть у прибалтийской продукции и слабые стороны, которые не позволили ей попасть в призовую тройку.
В первую очередь шов имеет относительное удлинение всего 18%. Существенно хуже работают электроды при увлажнении. Прокаливать изделие приходится в течение 1 ч при температуре 150-170°С.
- низкая цена;
- легкий розжиг;
- работа на переменном и постоянном токе.
- малое относительное удлинение;
- ухудшение качества шва при увлажнении электрода.
ELITECH МР-3С
4.5
Отечественные потребители положительно высказываются о доступности электродов и надежности шва. Из минусов следует отнести привередливость к условиям хранения. Высокая влажность и низкая температура приводят к порче рутилового покрытия.










Как научиться варить
Чтобы научиться обращаться с электродами с нуля, надо постоянно практиковаться в сварке. Процесс несложный, но требующий ловкости. Желательно посмотреть, как это делает специалист, не забыв применить защитные очки.
Надо так взяться за держатель, чтобы обеспечить хороший обзор рабочего места. После этого стержень наклоняется под углом 30 градусов к плоскости детали, а затем делается чиркающее движение об неё, после которого должна зажечься дуга. Сразу вслед за этим электрод максимально приближается к заготовке, так, чтобы обмазочное покрытие коснулось свариваемой поверхности.
Далее, следует дождаться появления в зоне сварки красного пятна, которое образуется в результате расплавления обмазки (флюса). Через какое-то время (примерно через 2-3 секунды) в центре красного образования начнёт проявляться оранжевое пятнышко с большей яркостью и постоянно дрожащей по краям мелкой рябью.
В этой точке расплавленный металл формируется в каплю, дрожащую из-за воздействия электрического тока и высоких температур. Специалисты называют эту каплю сварочной ванной, то есть местом, где плавится металл и образуется шов.
После появления ванны останется лишь плавно сдвигать эту зону по направлению предполагаемого соединения. Так постепенно образуется шов. Умение варить открывает широкие возможности для строительства и творчества. Ведь сварка помогает создавать оригинальные и прочные конструкции.